
超音速噴塗是利用丙烷、丙烯等碳氫系燃氣等液體(tǐ)燃料與高壓氧氣在燃燒室或特殊噴嘴中(zhōng)燃燒産生(shēng)高溫高壓焰流,其溫度3200℃,火(huǒ)焰速度高達1500~2000m/s以上,然後将粉末沿軸向或徑向送進火(huǒ)焰中(zhōng),産生(shēng)熔化或半熔化的粒子,并高速(300~600m/s)撞擊在經過預處理的基體(tǐ)表面沉積形成塗層的方法。
超音速噴塗的工(gōng)作原理如圖1所示
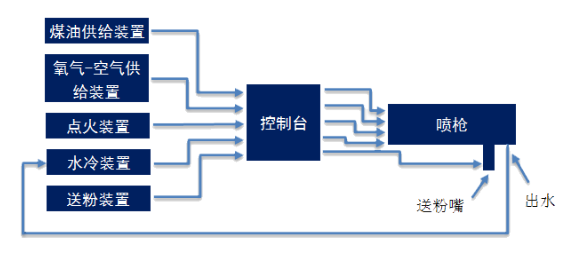
圖1 工(gōng)作原理示意圖
超音速噴塗火(huǒ)焰速度很高,但溫度相對較低,對于WC-Co系硬質合金,可以有效抑制WC在噴塗過程中(zhōng)的分(fēn)解,塗層結合強度高,且緻密,耐磨性能優越。
超音速噴塗工(gōng)藝流程主要如下(xià):
準備工(gōng)作
① 确定塗層厚度(留足加工(gōng)餘量);
② 确定塗層材料(根據運行要求确定);
③ 确定相關參數。
工(gōng)件表面預處理
① 車(chē)削處理或表面清理:去(qù)除氧化層、油污、鏽迹等;
② 表面粗化:增強塗層與工(gōng)件的結合力;
③ 預熱:清除工(gōng)件表面水分(fēn)和濕氣,減少熱膨脹差異避免塗層開(kāi)裂。
超音速噴塗
噴塗後處理
① 對于防腐要求,需要進行封孔處理。
② 對于耐磨強化要求,需磨削至圖紙(zhǐ)尺寸。
圖2是我(wǒ)司采用超音速噴塗技術修複的花鍵軸軸頸形貌,軸頸修複後進行磁粉探傷,未發現氣孔、裂紋等缺陷,裝配試車(chē)運行良好,無振動異常,現已投裝上天。
圖2 超音速噴塗後的花鍵軸軸頸(磨削後)
文章來源于:南(nán)京安維士傳動技術
