
等離(lí)子噴塗是熱噴塗工(gōng)藝的一(yī)種,其工(gōng)作原理是利用等離(lí)子體(tǐ)焰流在短時間内加熱并加速金屬或陶瓷粉末,在粉末爲熔融或半熔融狀态下(xià)高速撞擊基體(tǐ),形成以片層疊層狀态的塗層,這種塗層會牢固附着在基體(tǐ)表面,其結合方式主要以機械結合爲主,有時也可産生(shēng)微區冶金結合和物(wù)理結合。等離(lí)子噴塗工(gōng)藝具有噴塗效率高、噴塗工(gōng)件形狀尺寸不受限制、塗層厚度可控、塗層結合強度高且不影響基體(tǐ)性能等優點,通過等離(lí)子噴塗制備的防護塗層對提高基體(tǐ)的耐磨、耐蝕、耐熱等性能具有顯著效果。經過幾十年不斷的發展,等離(lí)子噴塗技術已成爲航空航天、汽車(chē)船舶等高端領域中(zhōng)進行表面防護的一(yī)種重要表面處理工(gōng)藝。近年來,随着新材料的開(kāi)發,針對某些特定的噴塗材料,可通過等離(lí)子噴塗技術制備出使基體(tǐ)獲得特殊功能的塗層,如壓電(diàn)塗層、吸波塗層和疏水塗層等,應用領域涉及光伏、高鐵、雷達等衆多高新技術行業。同時,利用等離(lí)子噴塗技術制備的生(shēng)物(wù)陶瓷塗層,不僅可以提高基體(tǐ)的生(shēng)物(wù)相容性,還可以起到一(yī)定的耐蝕、耐磨的防護作用,是醫用植入領域中(zhōng)必不可少的一(yī)道加工(gōng)工(gōng)序。總之,等離(lí)子噴塗作爲一(yī)種表面改性工(gōng)藝,在該領域中(zhōng)占據着舉足輕重的地位,其制備的塗層不僅可以對基體(tǐ)起到防護作用,提高基體(tǐ)材料的工(gōng)作使用強度,還能實現特殊材料在保留其特殊功能的前提下(xià)實現薄膜化、複雜(zá)化和小(xiǎo)型化。經過數年不斷地研究與實踐,等離(lí)子噴塗表面改性技術已日趨成熟,制備出的塗層也能夠滿足絕大(dà)多數領域的應用需求,但由于塗層種類較多,不同種類的塗層從噴塗材料的選擇到噴塗工(gōng)藝和參數的确定都略有差别,緻使塗層結構與性能之間存在巨大(dà)差異。基于此,本文簡要介紹國内外(wài)等離(lí)子噴塗制備不同種類塗層的研究現狀,通過從對不同種類塗層的工(gōng)業需求和以及各塗層的技術特點出發,綜述噴塗材料、噴塗工(gōng)藝和噴塗參數對塗層結構及性能影響,并對提升等離(lí)子噴塗不同塗層性能的方法進行總結,最後對等離(lí)子噴塗制備塗層技術進行了展望。
1 耐磨塗層
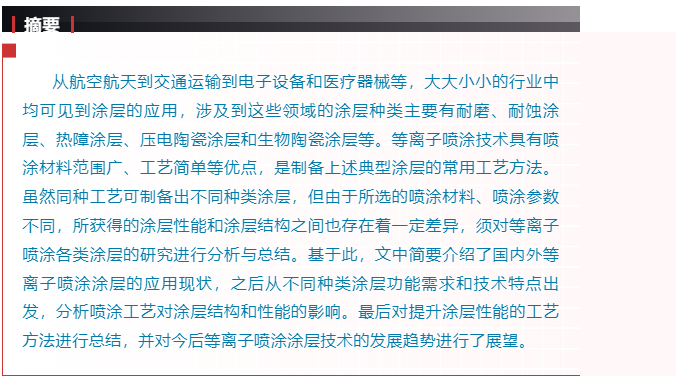
等離(lí)子噴塗耐磨塗層是以提高基體(tǐ)耐磨性并延長使用壽命的一(yī)類防護塗層,塗層與基體(tǐ)之間的結合強度和耐磨性作爲耐磨塗層中(zhōng)最爲重要的兩個性能指标,決定了塗層的質量和使用年限。這主要與塗層自身材料、塗層的形态、塗層間的粘結強度、氣孔、裂紋以及殘餘應力有關。耐磨塗層的工(gōng)作環境多種多樣,工(gōng)作狀态下(xià)主要面臨高溫疲勞、輕/重載荷、高/低轉速等工(gōng)況,因此需要選擇合适的噴塗材料,以滿足在不同環境下(xià)對耐磨損性能的需求。用于制備耐磨塗層的材料種類較多,大(dà)體(tǐ)可分(fēn)爲金屬基材料和陶瓷基材料,主要有鐵基、鎳基、钼基、金屬氧化物(wù)、碳化物(wù)和氮化物(wù)等。表1列舉了近年來常用的耐磨塗層噴塗材料及塗層相關信息。其中(zhōng),金屬粉末具有良好的浸潤性,可單獨作爲塗層噴塗材料,但其制備的塗層硬度一(yī)般低于陶瓷基塗層,常常添加硬質相或潤滑相提高塗層耐磨性。
表1 常見等離(lí)子噴塗耐磨塗層材料及其相關參數
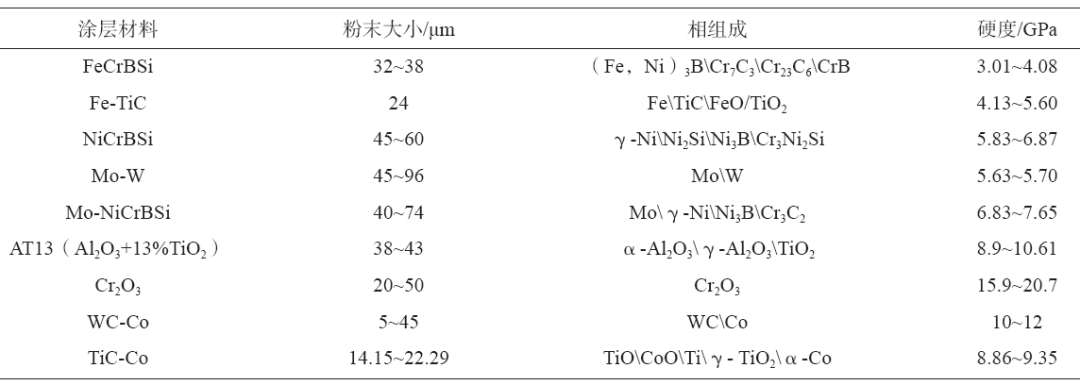
陶瓷基材料制備的耐磨塗層硬度高、脆性大(dà),制備的塗層種類主要有陶瓷複合塗層和金屬陶瓷塗層。陶瓷複合塗層主要由金屬氧化物(wù)組成,常與一(yī)定比例的TiO2、SiO2粉末組合使用,可制備出在腐蝕環境下(xià)的耐磨損塗層,也可通過納米級顆粒,利用小(xiǎo)尺寸效應制備出高溫條件下(xià)的耐磨陶瓷塗層。金屬陶瓷塗層是指用一(yī)種或數種陶瓷顆粒作爲增強體(tǐ)與粘結相(Co、Ni、Fe、Mo、NiCr等)成一(yī)體(tǐ)系,通過包覆形式作爲塗層,這些增強相可起到彌散強化的作用進而提高塗層的硬度和耐磨性。而粘結相可使塗層獲得一(yī)定的韌性,降低塗層孔隙率,這種塗層不僅具有金屬塗層的高韌性、塑性還保留了陶瓷塗層的高硬度,常用在對耐磨性要求較高服役環境苛刻的零部件上。除此之外(wài),耐磨塗層的磨損機制也主要與塗層材料有關,不同材料的磨損形貌如圖1所示。金屬基材料的磨損機制多爲磨粒磨損和塑形變形,其特征形态是在摩擦副對偶表面沿滑動方向形成劃痕,增加應力載荷會增加塗層塑性變形,加劇塗層表面溝槽和劃痕形貌,而陶瓷基材料的磨損機制多爲磨粒磨損和粘着磨損,對于陶瓷等脆性材料來說,在塗層表面的微凸起會被逐漸去(qù)除,脫落的碎片在對磨輥的帶動下(xià)使塗層表面形成微裂紋等缺陷,這些微裂紋在後續的摩擦過程中(zhōng)會沿着平行于塗層表面的方向擴展,最終形成一(yī)些微小(xiǎo)的凹坑。
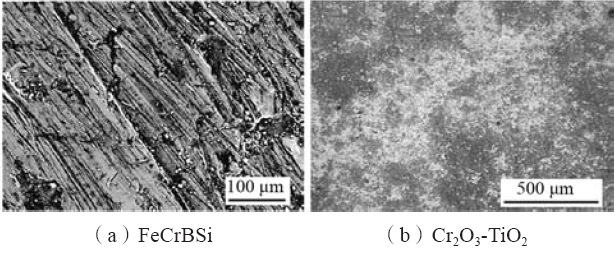
圖1 不同材質塗層磨損形貌
等離(lí)子噴塗耐磨塗層具有典型的層狀結構,其微觀結構如圖2所示,塗層内部和表面存在一(yī)定的孔隙、裂紋和部分(fēn)未完全熔化組織。這些孔隙和裂紋的形成是由于不同熔融液滴之間的飛行速度和溫度不同,撞擊基體(tǐ)後呈現出不同的鋪展狀态,各層之間不能完整貼合而導緻的,因此等離(lí)子噴塗塗層中(zhōng)的缺陷不可避免。研究表明,這些缺陷會直接影響塗層性能,比如在工(gōng)作狀态下(xià)塗層中(zhōng)孔隙會因應力集中(zhōng)而産生(shēng)疲勞裂紋,經過時間的積累,疲勞裂紋出現不斷擴大(dà),最終導緻塗層出現分(fēn)層而失效。通常認爲噴塗參數對塗層中(zhōng)孔隙和裂紋的大(dà)小(xiǎo)及分(fēn)布有較大(dà)影響。Gao Y等研究了在功率爲2.5-4.0kW條件下(xià)Al2O3塗層孔隙率、硬度、及相組成的變化,通過選用内部給粉的工(gōng)藝在較低的功率下(xià)制備了高硬度的耐磨塗層,結果表明随着噴塗功率的增加塗層硬度和γ-Al2O3相含量增加,孔隙率明顯降低,塗層硬度最高可達15GPa。Jiang X Y等研究了高焓大(dà)氣等離(lí)子噴塗功率和進粉速率對Al2O3塗層組織結構和性能之間的關系,結果表明降低噴塗功率或增加送粉速度均會提高塗層中(zhōng)未熔顆粒的含量,使塗層緻密度降低,孔隙數量增加。而當功率較大(dà)時,粉末出現過熱或氣化,甚至發生(shēng)相變的現象,使塗層中(zhōng)的硬質相含量降低,并降低塗層硬度。對比發現,後者的噴塗功率範圍在55kW-95kW明顯高于前者,但這兩種噴塗方法制備的塗層孔隙含量均低于2%,主要原因在于前者使用了内部送粉的工(gōng)藝,這種工(gōng)藝使傳輸到粉末的能量高于傳統的噴塗方法。内部送粉工(gōng)藝消耗的能量雖然僅爲傳統噴塗的1/5,但效率較低,無法實現大(dà)規模批量生(shēng)産,而高焓大(dà)氣等離(lí)子噴塗能使粉末完全充分(fēn)熔化,獲得的塗層緻密度高,現已成爲高熔點陶瓷塗層的一(yī)種理想噴塗技術。

圖2 等離(lí)子噴塗塗層微觀形貌
除了塗層缺陷,殘餘應力也會對塗層性能産生(shēng)一(yī)定的影響,其主要是對塗層與基體(tǐ)之間結合強度的影響。大(dà)多數等離(lí)子噴塗過程中(zhōng)産生(shēng)的殘餘應力均是由熔融或半熔融狀态下(xià)的粉末在凝固收縮過程中(zhōng)産生(shēng)的淬火(huǒ)應力以及冷卻後基體(tǐ)與塗層之間熱膨脹系數不匹配而導緻的。目前來說,降低塗層殘餘應力工(gōng)藝方法主要是通過多次預熱基體(tǐ),降低在沉積過程中(zhōng)産生(shēng)的淬火(huǒ)應力,同時避免采用過高的噴塗功率,降低塗層的沉積溫度,這種方法還可以減少塗層内由應力而引起的微觀組織缺陷。總之,對于耐磨塗層來說,噴塗材料決定了該塗層的耐磨性,不同噴塗材料相組織成分(fēn)和性能參數不同,應根據塗層自身服役需求進行選擇,塗層結合強度與塗層孔隙、裂紋、殘餘應力有關,可通過優化噴塗參數,預熱基體(tǐ)等方法減少塗層内部和表面的缺陷以及殘餘應力。
2 耐蝕塗層
耐蝕塗層是等離(lí)子噴塗的另一(yī)典型應用,其作用是将材料與外(wài)界環境隔離(lí)開(kāi)來,使基體(tǐ)在惡劣的環境下(xià)免受腐蝕介質的侵蝕和損害。大(dà)氣腐蝕和熱腐蝕是較爲常見的腐蝕工(gōng)況,大(dà)氣腐蝕通常是在大(dà)氣環境下(xià)發生(shēng)的腐蝕,而熱腐蝕主要發生(shēng)在蒸汽鍋爐、熱交換器、航空發動機以及發電(diàn)系統内。這兩種腐蝕的腐蝕條件不同,但腐蝕機理相似,都是腐蝕介質從塗層中(zhōng)殘留的孔隙和裂紋中(zhōng)穿透塗層,通過腐蝕産物(wù)在塗層和基體(tǐ)界面不斷積累,最終使塗層脫粘和剝落直至失效。因此對耐蝕塗層來說消除噴塗塗層内部和表面上的孔隙和裂紋是提高塗層性能的主要途徑。但等離(lí)子噴塗的塗層中(zhōng)必然存在一(yī)定的裂紋和孔隙,對于降低或消除耐蝕塗層缺陷的研究主要集中(zhōng)在噴塗參數、噴塗材料、複合塗層以及塗層後處理等幾方面。前文綜述結果表明,等離(lí)子噴塗的結構主要與熔融粉末的沉積溫度和快速凝固有關,而粉末的狀态主要受噴塗參數的影響。Sichani H R等研究了大(dà)氣等離(lí)子噴塗電(diàn)弧電(diàn)流對Ni-Ti-Al塗層結構的影響,結果如圖3所示,在電(diàn)弧電(diàn)流爲600A時塗層密度最高,孔隙率最低,此時的塗層耐蝕性最好。電(diàn)流過大(dà)或過低均出現較多孔隙,低電(diàn)流下(xià)出現的孔隙是由未完全熔化的粉末導緻的,而高電(diàn)流下(xià)塗層出現孔隙是因爲粉末在到達基體(tǐ)表面之前發生(shēng)氣化,而揮發的殘留物(wù)在塗層中(zhōng)會形成大(dà)量孔隙。胡帥等通過正交實驗方法研究了各噴塗參數對塗層性能影響,對塗層孔隙率的影響強弱順序依次是主氣流量>噴塗距離(lí)>噴塗功率,對塗層結合強度的影響則是噴塗距離(lí)>噴塗功率>主氣流量。
圖3 不同電(diàn)弧電(diàn)流下(xià)塗層截面微觀形貌
除了優化噴塗參數外(wài),改進噴塗材料可有效提高塗層的耐蝕性。李水清等研究了Ni對Cr2O3塗層孔隙率及耐蝕性的影響,在制備塗層過程中(zhōng),根據毛細管原理,低熔點的Ni會流向孔隙處填充孔隙,切斷了腐蝕路徑,提高塗層耐蝕性。李春福等通過納米摻雜(zá)改善Al2O3+13%TiO2塗層的耐蝕性能,由于納米離(lí)子具有小(xiǎo)尺寸效應,納米包覆的微米級粉末熔點降低,在摻雜(zá)納米粒子後塗層組織狀态分(fēn)布更加均勻,微孔數量和微裂紋的尺寸明顯降低,同時在納米材料界面效應下(xià)元素通過界面的擴散難度降低,Al元素局部偏聚程度降低。納米含量與塗層孔隙率也有一(yī)定關系,如圖4所示随着納米離(lí)子含量的增加塗層孔隙含量減少,在腐蝕液中(zhōng)的耐蝕性提高。
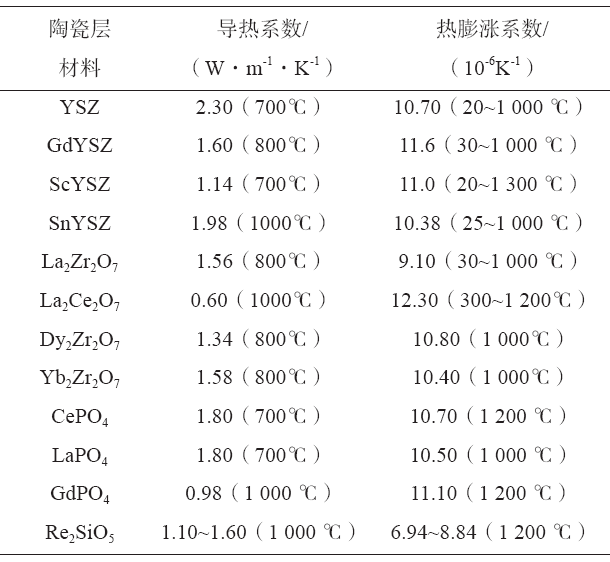
圖4 塗層孔隙和耐蝕性與納米顆粒含量的關系
複合塗層和後處理均是減少塗層孔隙和裂紋的有效方法,Fang M H等采用等離(lí)子噴塗工(gōng)藝制備了Ni/Al-Al2O3梯度陶瓷塗層,并在5%HCl沸騰溶液中(zhōng)進行腐蝕試驗,由于Ni/Al過渡層間塗層的存在,梯度塗層Ni/A-Al2O3陶瓷塗層厚度大(dà)大(dà)增加,塗層之間無明顯界線,塗層表面與基體(tǐ)之間幾乎不存在通孔,腐蝕速率僅爲216mg/cm2,表明這種塗層對基體(tǐ)具有良好的耐腐蝕防護作用。林曉燕對等離(lí)子噴塗Ni包WC塗層進行激光重熔處理,在采用合适的激光參數後塗層表面光潔,緻密度得到了提高,耐蝕性明顯高于噴塗後的塗層。總之,等離(lí)子噴塗耐蝕塗層因自身結構特點和腐蝕機制,應盡量減少塗層的孔隙和裂紋,主要是從優化噴塗材料、控制噴塗參數、複合塗層以及塗層後處理等方法來減少塗層的孔隙和裂紋數量。
3 熱障塗層
熱障塗層(Thermal barrier coatings,TBCs)是應用在航空發動機的渦輪葉片、燃燒室壁、尾噴管等高溫環境下(xià)的一(yī)種防護塗層。與傳統防護塗層結構不同,熱障塗層通常由一(yī)層金屬粘結層和一(yī)層陶瓷隔熱層組成,有時也加入氧阻擋層、封閉層、梯度層形成多層結構或梯度結構等,其結構圖如圖5所示。熱障塗層中(zhōng)粘結層主要起到緩解陶瓷層與基體(tǐ)之間熱膨脹系數不匹配的作用,改善兩者之間的物(wù)理相容性,而最爲主要的陶瓷層則直接面對外(wài)部高溫環境,需要具有低熱導率、高膨脹系數和高熱穩定性。目前最爲常用的陶瓷層材料是YSZ,但1200℃是這種材料的使用極限,當溫度超過極限溫度後,ZrO2會發生(shēng)相變,導緻塗層産生(shēng)一(yī)定的膨脹,影響塗層的使用。近年來開(kāi)發适用于熱障塗層的新型陶瓷層材料主要有YSZ、GdYSZ、La2Zr2O7、CePO4等,塗層具體(tǐ)物(wù)理參數見表2。從表中(zhōng)材料名稱中(zhōng)可以看出,熱障塗層陶瓷材料主要可分(fēn)爲稀土摻雜(zá)YSZ、稀土摻雜(zá)锆酸鹽、以及稀土磷酸鹽、稀土矽酸鹽等。稀土摻雜(zá)YSZ材料使用溫度明顯高于傳統的YSZ材料,這是因爲摻雜(zá)稀土氧化物(wù)增大(dà)了ZrO2的晶格畸變,使晶格熱振動頻(pín)率降低,塗層熱膨脹系數在原來基本保持不變的情況下(xià),導熱率降低。
表2 部分(fēn)熱障塗層材料的熱物(wù)理性能

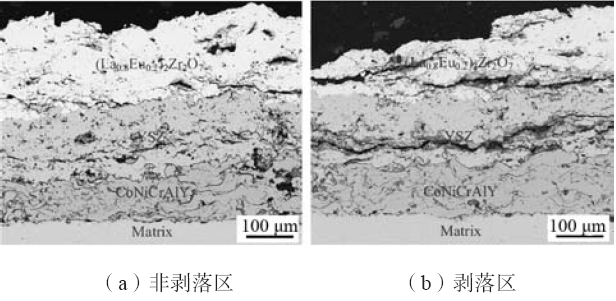
圖5 雙層、多層和梯度熱障塗層結構示意圖
熱障塗層的服役環境十分(fēn)惡劣,除相變以外(wài),陶瓷層的殘餘應力以及高溫環境對陶瓷層的熱腐蝕等都會使塗層出現剝落提前失效。熱腐蝕是熱障塗層所面臨的嚴肅問題,在發動機的燃料中(zhōng),大(dà)量的Na、V、S等元素在高溫環境下(xià)會破壞塗層的内部結構,加速塗層的失效。以YSZ塗層爲例,熱腐蝕的發生(shēng)是氧化钇與腐蝕鹽發生(shēng)的化學反應,生(shēng)成新的化合物(wù),消耗了YSZ中(zhōng)Y2O3的含量的同時,會使YSZ産生(shēng)一(yī)定的相變,相變應力的産生(shēng)會加速塗層内部裂紋的擴展。熱腐蝕是塗層結構發生(shēng)破壞的起因,而殘餘應力則是陶瓷層發生(shēng)剝落的主要原因,研究認爲陶瓷層的剝落并不是界面上的突然開(kāi)裂,而是殘餘應力誘發塗層沿厚度方向上的開(kāi)裂。熱障塗層中(zhōng)的殘餘應力主要來源于三方面,一(yī)是在等離(lí)子噴塗過程中(zhōng)熔融液滴冷卻過程中(zhōng)所産生(shēng)的的熱應力;二是熱障塗層在經過熱循環後冷卻時因熱膨脹系數不匹配而産生(shēng)的熱應力;三是粘結層在經過熱循環氧化後所産生(shēng)的高溫生(shēng)長應力。對于第一(yī)種應力前文已說明采用預熱基體(tǐ)并優化噴塗參數可降低噴塗過程中(zhōng)的殘餘應力,對于後兩種殘餘應力,可利用雙層陶瓷層結構的方法來解決。Ma W等采用大(dà)氣等離(lí)子噴塗技術制備了La2CeO7/8YSZ雙層陶瓷熱障塗層,與單獨的La2CeO7和8YSZ塗層相比,這種雙層陶瓷塗層的設計有效地克服了La2CeO7塗層與結合層之間的熱膨脹失配,在高溫循環條件下(xià)其壽命比單獨的La2CeO7和8YSZ塗層得到明顯提高。類似的,Liu Z G等制備了雙層(La0.8Eu0.2)2Zr2O7/YSZ,熱循環試驗後塗層部分(fēn)區域出現剝落。塗層剝落區與非剝落區的微觀形貌如圖6所示,長條狀裂紋大(dà)多發生(shēng)在兩種陶瓷層之間以及YSZ塗層内部,塗層的損傷主要發生(shēng)在外(wài)表面的陶瓷層上,而結合層上的熱生(shēng)長氧化層并不明顯,說明這種結構的塗層可以有效延緩塗層的損壞。雙層陶瓷結構中(zhōng),上層陶瓷層具有低導熱系數和高相穩定性,可起到保溫和保護内層的作用,這種雙層陶瓷結構在新型熱障塗層研究中(zhōng)表現出良好的發展潛力。

圖6 LEZYSZ塗層熱循環後塗層截面SEM照
隔熱效果是對陶瓷層的一(yī)個基本性能需求,這不僅與塗層材料本身的物(wù)理性能參數有關,還受塗層内部結構及塗層的相組成的影響。一(yī)般認爲增加塗層内部的裂紋數量可以提高塗層的隔熱性能。劉陽等模拟了孔隙率含量和組成與塗層隔熱性之間的關系,結果顯示陶瓷隔熱性随着孔隙率以及孔隙橫縱比的增加而增強,但塗層中(zhōng)孔隙含量過多會降低塗層的結合強度。李浩宇等在不同噴塗功率下(xià)制備了GdPO4/YSZ雙陶瓷結構的超高溫TBCs,低噴塗功率下(xià)由于粉末熔化不充分(fēn),塗層中(zhōng)出現一(yī)定的裂紋,這些裂紋可以提高塗層的韌性和隔熱性,但過高的噴塗功率導緻GdPO4相分(fēn)解爲GdPO7相,對塗層熱導率、熱膨脹系數和力學性能産生(shēng)不利影響。
總之,熱障塗層需要具有隔熱性、耐高溫等性能,通過摻雜(zá)稀土元素優化噴塗材料可以提高陶瓷層的耐高溫性能。殘餘應力對熱障塗層影響較大(dà),可通過優化塗層結構,制備新型雙層陶瓷隔熱層等方法來減少塗層内部應力的産生(shēng)。孔隙和裂紋對熱障塗層具有一(yī)定的積極作用,優化噴塗參數控制塗層内部孔隙和裂紋或相組成等方法可以提高塗層的熱導率,提升塗層耐熱性能。
4 壓電(diàn)陶瓷塗層
壓電(diàn)陶瓷是一(yī)種特殊的信息功能陶瓷,具有壓電(diàn)/逆壓電(diàn)效應,可以将機械能和電(diàn)能相互轉換,其特點在于具有高的機電(diàn)耦合系數、力-電(diàn)轉換效應和介電(diàn)常數,廣泛應用于壓電(diàn)傳感器、微型壓電(diàn)馬達、醫學成像、聲表面波器件等高端制造領域。近年來,對壓電(diàn)陶瓷的應用逐漸向小(xiǎo)型化、精密化、複雜(zá)化方向發展,但傳統制備壓電(diàn)陶瓷的工(gōng)藝,如固相燒結、磁控濺射等方法制備出的壓電(diàn)陶瓷多爲塊狀,難以滿足對厚度有特殊要求的壓電(diàn)陶瓷元器件。等離(lí)子噴塗技術是制備壓電(diàn)陶瓷塗層的常用方法,不僅可以制備出厚度在幾十微米至幾百微米的壓電(diàn)陶瓷塗層,還可減少在應用過程中(zhōng)的黏貼環節,提高塗層可靠性。制備壓電(diàn)陶瓷塗層的材料均爲鈣钛礦結構如CaTiO3、BaTiO3、PZT,這種結構是塗層具有特殊功能的必要條件,而塗層的結構則是影響塗層壓電(diàn)性能和介電(diàn)常數的關鍵因素。因此爲了保證塗層質量,應盡可能減少噴塗過程中(zhōng)材料的分(fēn)解以及内部缺陷的含量。超音速等離(lí)子噴塗焰流溫度高、噴塗粒子速度快,可減少塗層中(zhōng)有效的化學成分(fēn)的損耗,國内外(wài)學者均對超音速等離(lí)子噴塗壓電(diàn)陶瓷塗層進行了研究,獲得的塗層組織緻密、孔隙率低、性能質量良好的壓電(diàn)陶瓷塗層。減少塗層内部缺陷是提高塗層性能的主要方法,Pakseresht等研究了基體(tǐ)預熱塗層結構的影響,結果表明經過對基體(tǐ)進行600℃的預熱處理後,塗層與基體(tǐ)之間結合面孔隙和裂紋明顯減少,塗層介電(diàn)常數達到505。塗層缺陷減少主要是因爲預熱處理去(qù)了除表面的附着物(wù),同時預熱改善了塗層與基體(tǐ)間熱量的傳輸,提升熔滴在基體(tǐ)表面鋪展的各向同性和濕潤性,緩解塗層内部熱應力的積累。塗層中(zhōng)晶相含量是影響塗層電(diàn)學性能的另一(yī)指标,一(yī)般來說,非晶相含量的增加會導緻塗層電(diàn)阻率的增加和介電(diàn)常數的降低。JiriKotlan等通過控制大(dà)氣等離(lí)子噴塗距離(lí)來獲得具有不同晶相含量的(Ba,Sr)TiO3塗層,由于噴塗距離(lí)越近,噴塗焰流對于塗層存在持續加熱的作用,促使塗層内部非晶相組織發生(shēng)再結晶,研究結果表明晶相含量的增加使塗層的介電(diàn)性能得到了提高。Pavel C對等離(lí)子噴塗壓電(diàn)陶瓷塗層進行了系統研究,讨論了不同噴槍類型、噴塗工(gōng)藝參數和後處理對塗層結構和性能的影響,通過在較高的噴塗功率下(xià)得到了高含量非晶相的壓電(diàn)陶瓷塗層,之後對塗層進行熱處理,實現了全部非晶相向晶相的轉變,最終塗層性能明顯得到提高。
總之,壓電(diàn)陶瓷塗層是功能性塗層,其性能與噴塗材料有直接的關系,噴塗過程中(zhōng)會造成材料的分(fēn)解,因此也應通過控制噴塗功率,避免過多的材料損耗所造成塗層性能的下(xià)降,同時對于塗層缺陷的數量也應加以控制。對塗層進行後處理,将塗層的非晶相轉變爲晶相也是提高塗層的壓電(diàn)性能和介電(diàn)常數的常用工(gōng)藝方法。
5 生(shēng)物(wù)陶瓷塗層
生(shēng)物(wù)陶瓷塗層是專門用于醫用植入體(tǐ)的一(yī)種防護塗層,由于植入材料的植入周期較長,在其服役期間需要塗敷一(yī)層塗層來保護基體(tǐ)完整性不受體(tǐ)液或血液的侵蝕。因此生(shēng)物(wù)活性塗層不僅需要具有生(shēng)物(wù)相容性,還應具有較高的結合強度、耐磨性和耐腐蝕性能,有時作爲承力的植入體(tǐ)還需要塗層具備一(yī)定的力學性能。羟基磷灰石[Ca10(PO4)6(OH)2]簡稱HA,具有無毒、良好的生(shēng)物(wù)相容性以及骨導電(diàn)性,是目前制備生(shēng)物(wù)陶瓷塗層最爲常用的一(yī)種材料。但HA陶瓷材料脆性高、硬度大(dà),通過等離(lí)子噴塗制備的羟基磷灰石陶瓷層常常面臨塗層與基體(tǐ)結合強度低、孔隙和裂紋等缺陷較多、塗層耐蝕性較差等問題。解決等離(lí)子噴塗生(shēng)物(wù)陶瓷塗層的上述問題也主要通過優化噴塗工(gōng)藝、噴塗材料以及塗層的後處理等來解決。HuangL P等在钛合金表面制備了等離(lí)子噴塗HA/Ta複合塗層,利用Ta與HA的熔點差異,使塗層中(zhōng)未熔化的Ta顆粒填充了HA塗層表面及内部的氣孔,提高塗層緻密度。同時Ta的加入也削弱了塗層和钛合金之間的熱膨脹系數的失配度,提高了塗層與基體(tǐ)的結合強度。此外(wài)Ta也具有很好的抗菌性能,有效減少組織感染的發生(shēng)。優化噴塗材料也可以減少塗層内部缺陷提高塗層耐蝕性。Singh J等研究了矽酸鈣增強羟基磷灰石(HA-CS)塗層和HA塗層,對比發現純HA塗層表面存在一(yī)定的微裂紋,而HA-CS塗層上無明顯的裂紋,且随着CS含量的提高,塗層的耐蝕性得到了提高。這是因爲在HA塗層的凝固過程中(zhōng)隻存在快速均勻的單相冷卻,而HA-CS塗層中(zhōng),HA和CS的熱導率不同,會産生(shēng)跨HA/CS邊界的溫度梯度,使HA-CS塗層的冷卻速度減慢(màn),減少裂紋的産生(shēng)。等離(lí)子噴塗熱流溫度高,HA材料在等離(lí)子噴塗後會産生(shēng)明顯的分(fēn)解、非晶化、失羟等現象。通常非晶相在熱力學上處于亞穩定,是容易發生(shēng)分(fēn)解和失效的,因此對塗層進行晶化處理,提高塗層中(zhōng)HA晶相比例,可以提高塗層的結構穩定性。劉晉京研究了熱處理和激光重熔對等離(lí)子噴塗塗層組織和結構的影響,結果表明噴塗過程中(zhōng)HA發生(shēng)了分(fēn)解和非結晶化,經過處理後塗層顯微結構和孔隙含量如圖7所示,HA結晶度明顯提高,表面質量較好,孔隙含量均低于初始塗層。
圖7 後處理對等離(lí)子噴塗生(shēng)物(wù)陶瓷塗層微觀結構的影響
總之,生(shēng)物(wù)陶瓷塗層需要具有生(shēng)物(wù)相容性和耐蝕性,所選擇的噴塗材料因此受到限制,目前主要是以羟基磷灰石爲主或在此材料基礎上對其進行改性處理。對于提升生(shēng)物(wù)陶瓷塗層性能的方法有制備複合塗層來減少塗層内部的通孔數量,也可以通過熱處理或激光重熔對塗層進行晶化處理,降低塗層非晶相的含量。
6 展望
等離(lí)子噴塗技術具有噴塗材料廣、不受零件形狀尺寸限制且噴塗效率高等優點,在制備各種防護和功能塗層中(zhōng)占據着重要地位,但塗層種類較多,目前塗層材料和噴塗工(gōng)藝的發展仍會使塗層的應用受到一(yī)定的限制。文中(zhōng)通過簡要介紹國内外(wài)等離(lí)子噴塗技術制備的耐磨、耐蝕塗層、熱障塗層、壓電(diàn)塗層、生(shēng)物(wù)陶瓷塗層的應用背景和性能需求,分(fēn)析噴塗材料、噴塗工(gōng)藝和參數對塗層結構和性能的影響,探究等離(lí)子噴塗各種典型塗層的發展方向。
耐磨和耐蝕塗層應用廣泛,是最爲常見的防護性塗層,這兩種塗層的性能也主要與噴塗材料和噴塗參數密切相關。噴塗材料對塗層的防護效果起着決定性作用,現階段對它們的研究也多集中(zhōng)在新的塗層材料的研發中(zhōng),如在現有耐磨塗層材料中(zhōng)添加不同硬質相,制備出多相複合塗層來提高塗層的耐磨性。對耐蝕塗層來說較少含量的孔隙和裂紋可提高塗層耐蝕性,優化噴塗參數是減少塗層缺陷含量的有效途徑,同時複合塗層或封孔處理技術也是提高耐蝕塗層性能的另一(yī)方向。
熱障塗層的結構複雜(zá),多用于航空航天等領域,因此對熱障塗層的性能提出了較高的要求。現階段對熱障塗層研究主要集中(zhōng)在新型塗層材料,塗層結構,以及噴塗工(gōng)藝上,其中(zhōng)開(kāi)發的新型稀土氧化物(wù)塗層材料和具有雙層陶瓷結構的塗層均可有效提高熱障塗層的工(gōng)作溫度和使用壽命,具有較大(dà)的發展潛力。
壓電(diàn)陶瓷塗層屬于功能塗層,其功能性與塗層材料和結構的完整性有直接關系,超音速等離(lí)子噴塗技術因其自身特點,制備出的塗層塗層孔隙含量低,且噴塗過程中(zhōng)材料分(fēn)解少,在制備壓電(diàn)陶瓷塗層中(zhōng)有着巨大(dà)的優勢,未來可通過對噴塗參數的深入研究,并不斷改進噴塗工(gōng)藝,制備出性能穩定的壓電(diàn)陶瓷塗層。
最後對于生(shēng)物(wù)陶瓷塗層來說,可供選擇的材料有限,目前主要是以羟基磷灰石爲主或在此材料基礎上添加其他元素對其進行改性處理,提高生(shēng)物(wù)陶瓷塗層耐蝕性是其主要研究方向,目前主要方法是通過複合塗層技術實現封孔效果,或塗層後處理如熱處理以及激光重熔技術對塗層進行晶化處理,降低塗層非晶相的含量,以實現延長塗層使用壽命的目的。
作者:史昆,劉天翼,劉時兵,嶽野,徐凱,曲赫威,李重陽,倪嘉
單位:沈陽鑄造研究所有限公司
來源:《鑄造》雜(zá)志(zhì)202303期
編輯:劉東輝
審核:曲學良