
熱噴塗技術中(zhōng)心現有德國GTV arc以及多套國産電(diàn)弧噴塗設備,并将完成美國UniqueCoat HVAF-ARC超音速電(diàn)弧噴塗系統的購置,可完成各種内外(wài)孔及複雜(zá)形狀工(gōng)件的噴塗,加工(gōng)精度高,産品質量重複性優異。
一(yī)、電(diàn)弧噴塗系統用途和原理
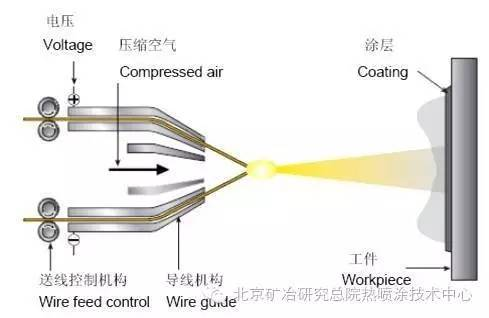
(1)常規電(diàn)弧噴塗原理
電(diàn)弧噴塗是利用燃燒于兩根連續送進的金屬絲之間的電(diàn)弧來熔化金屬,再用高速氣流把熔化的金屬霧化并對霧化的金屬粒子加速使其噴向工(gōng)件形成塗層的技術。電(diàn)弧噴塗是鋼結構防腐蝕、耐磨損和機械零件維修等實際應用工(gōng)程中(zhōng)最普遍使用的一(yī)種熱噴塗方法。
(2)超音速電(diàn)弧噴塗原理
超音速電(diàn)弧噴塗是利用電(diàn)弧熔融固體(tǐ)和粉芯絲材,并利用HVAF高速燃氣噴束霧化和加速熔融離(lí)子。噴塗頭大(dà)小(xiǎo)與常規電(diàn)弧一(yī)樣,但含有一(yī)環形燃燒室霧化器圍繞的線材接觸點。在這個相當短的燃燒室内有一(yī)個熱催化插片激活空氣-燃料的燃燒并保持燃燒穩定。燃燒室産生(shēng)的高速氣流直接進入電(diàn)弧區域,熔化熔融材料,加速粒子并将其推進到基材表面形成塗層。由于這種氣流氧含量低、速度快,彌補了普通電(diàn)弧噴塗孔隙率和氧含量高的缺點,所以噴塗的塗層較普通電(diàn)弧噴塗塗層更爲緻密、細膩、結合強度更高。

二、電(diàn)弧噴塗特點
1、工(gōng)藝操作簡單、成本低,設備靈活機動。
2、塗層質量較好,結合強度高、孔隙率較低。
3、生(shēng)産效率高,适合進行大(dà)面積噴塗作業。
三、電(diàn)弧噴塗系統主要指标
(1)普通電(diàn)弧噴塗主要指标
1、額定輸入功率:8kW
2、額定輸出功率:7kW
3、額定輸出直流電(diàn)流:200A
4、壓縮空氣壓力:0.6~0.8MPa
5、壓縮空氣流量:70m3/h
6、噴塗絲材直徑:1.8mm
7、送絲速度:0~6m/min(可調節)
8、典型噴塗絲材種類:鋁、鋅、碳鋼、不鏽鋼、鎳鉻、銅、巴氏合金等
(2)超音速電(diàn)弧噴塗主要指标
1、最大(dà)電(diàn)弧電(diàn)流:300A
2、電(diàn)弧電(diàn)壓:20~38VDC
3、燃料氣體(tǐ):丙烷、天然氣
4、空氣消耗量:40cfm
5、空氣壓力:7~9Bar
6、燃料消耗量(丙烷):0.068kg/min
7、燃氣壓力:7~9Bar
8、線材直徑:1.6mm/2.0mm
9、典型噴塗絲材種類:鋁、鋅、碳鋼、不鏽鋼、鎳鉻、銅、巴氏合金、粉芯絲材等
四、電(diàn)弧噴塗系統主要結構
電(diàn)弧噴塗系統結構較簡單,由噴塗電(diàn)源及控制裝置、電(diàn)弧噴槍、送絲機及壓縮空氣供給系統等組成。
