模具行業作爲當今工(gōng)業制造的基礎産業,其制造技術的高低直接影響着國家制造業的水平,通過模具生(shēng)産産品,具有效率高、質量好、成本低、節省原材料等一(yī)系列優點,因此模具行業發展越來越受到人們的重視。在實際應用中(zhōng),人們發現模具失效的主要形式是表面損傷,由于表面損傷而縮短了模具的使用壽命,在很大(dà)程度上影響着模具的經濟效益,通常人們主要從模具材料和表面改性兩個方面探索改善模具質量。國内外(wài)科研人員(yuán)對模具表面的硬度、耐磨性、耐疲勞等性能的改善做了許多的研究,同時也獲得了許多成就。傳統的表面處理工(gōng)藝有滲碳、滲氮、氮碳共滲、噴丸與硬化膜沉澱等技術。随着激光技術的發展,激光表面強化技術的應用越來越廣,特别是激光淬火(huǒ)硬化技術對提高模具的使用壽命起到了很大(dà)的作用。激光硬化處理後的工(gōng)件表面硬度高,比常規淬火(huǒ)高 15%~20%,可獲得極細的硬化組織,耐磨性也得到很大(dà)的提高,而且激光加熱速度快,因而熱影響區小(xiǎo)、變形小(xiǎo)、表面光潔度高,故可作爲最後的加工(gōng)工(gōng)序。激光主要的改性方式有:激光表面淬火(huǒ)、激光表面熔覆、激光表面合金化、激光熔凝。其中(zhōng)激光表 面淬火(huǒ)技術開(kāi)始于 20 世紀 70 年代中(zhōng)期,與傳統熱處理激光淬火(huǒ)技術相比,具有加工(gōng)時間短、操作靈活 和精度高等優點。如今激光相變技術在用于提高金屬材料的表面硬度、耐磨性、疲勞壽命等方面已經基本成熟,在機械行業也得到日益廣泛的應用。
1 激光表面硬化機理
與傳統淬火(huǒ)後馬氏體(tǐ)形成的機理類似,都是通 過加熱和迅速冷卻,但激光淬火(huǒ)的熱循環過程有所 不同,常規淬火(huǒ)後的組織是通過冷卻介質(水或油) 快速冷卻,而激光淬火(huǒ)是鐵基合金在激光停止照射後,利用金屬本身的熱傳導發生(shēng)“自淬火(huǒ)”而得到馬氏體(tǐ)組織。激光表面硬化(激光淬火(huǒ))主要有 CO2 激光和 YAG 激光,前者多用于黑色金屬大(dà)面積零件的表面改性,後者多用于有色金屬或小(xiǎo)面 積零件的表面改性。它是通過高能密度的激光束以非接觸的方式掃描需要改性部位的金屬表面上, 使其吸收光能後溫度以 104~105 ℃/s 的速度瞬間 升高到奧氏體(tǐ)相變溫度以上,熔點溫度以下(xià)。如此快的升溫過程有益于奧氏體(tǐ)形核,得到細小(xiǎo)的奧氏體(tǐ)晶粒,随後自身又(yòu)以大(dà)于 104 ℃/s 冷卻速度進行熱傳遞急速冷卻,由于加熱時間短,冷卻速度過快使奧氏體(tǐ)來不及均勻化,導緻碳和合金元素分(fēn)布不均,晶粒細小(xiǎo)的奧氏體(tǐ)和奧氏體(tǐ)組織成分(fēn)的差異都有利于最終獲得細小(xiǎo)的馬氏體(tǐ)。闆條狀馬氏體(tǐ)和孿 晶馬氏體(tǐ)是在經激光淬火(huǒ)後常見的組織,其具有很高的位錯密度,一(yī)般可達 1012 cm2。研究表明晶粒細小(xiǎo)、極大(dà)的位錯密度是獲得超高硬度馬氏體(tǐ)的重要條件。激光相變硬化是通過迅速升溫與迅速冷卻的加工(gōng)方式,使工(gōng)件表面産生(shēng)極大(dà)的壓應力, 大(dà)小(xiǎo)一(yī)般可達 750 MPa 以上,在很大(dà)程度上改善了材料的疲勞強度,而且 C. Soriano 在研究激光淬火(huǒ)對球墨鑄鐵的影響時,發現淬火(huǒ)後的殘餘應力與組織的顯微硬度、顯微組織轉變有很大(dà)關系。
2 激光淬火(huǒ)區不同深度的組織類型
激光束照射在金屬表面會形成較高的溫度梯度,從而引起材料中(zhōng)的原子遷移現象,在一(yī)定深度範圍内,不同結構的組織層的形成與溫度有關,主要表現爲随溫度梯度分(fēn)布的變化,組織的耐磨性、 硬度以及其他性能也會發生(shēng)相應的變化,激光淬火(huǒ)後,金屬材料可按其組織層的不同可以分(fēn)成三層。 第一(yī)層:相變硬化層。該層直接受到激光束的照射,溫度升高和降低最快,過熱度和過冷度最大(dà), 在非平衡狀态下(xià),基體(tǐ)組織以瞬間切變的形式轉爲奧氏體(tǐ)組織,并伴随着碳及各種合金元素進行擴散和遷移。元素原子時刻進行着熱振動,振動的能量與溫度有密切關系,當溫度較低時,原子所具有的能量不足以克服周圍原子對其束縛;當溫度升高到一(yī)定程度時,原子可跨越勢壘,由原來的位置躍遷 到其他位置,合金等元素由高濃度向低濃度擴散和遷移。爲了探究合金元素的擴散情況,人們通常采用動力學計算程序 DICTRA 來模拟。上海交通大(dà) 學何燕霖等對 Fe、Al、Si 合金中(zhōng)的元素進行了不同溫度下(xià)元素擴散和遷移實驗,結果表明,計算結果和實驗結果比較吻合。盡管有元素擴散和遷移,但是與常規的淬火(huǒ)相比,其擴散時間非常有限, 使元素分(fēn)布很不均勻,最終冷卻後得到的組織非常細小(xiǎo),位錯密度極高,而且在該層中(zhōng)的組織也不盡相同。
3 材料表面預處理與影響相變硬化 層性能的主要工(gōng)藝參數
金屬材料表面吸收光能的效率主要取決于材料的表面狀态,經過機械加工(gōng)後的模具,其表面粗 糙度很小(xiǎo),其反射率高達 80%~90%。通常用磷化法、噴塗塗料法對金屬表面進行預處理,以提高 金屬表面對激光的吸收效率。通過磷化法可以在材料表面生(shēng)成均勻、細緻的磷化酸金屬鹽磷化膜,其對材料表面的影響較小(xiǎo)。噴塗塗料法是在金屬表面塗上能夠很好吸收激光的塗層,在高功率激光的照射下(xià),塗層具有很好的熱穩定性,且導熱性高。 噴塗法工(gōng)藝在金屬表面預處理中(zhōng)具有更大(dà)的優越 性,主要是塗料價格低廉、容易清除,在塗敷及激 光處理過程中(zhōng),不會對環境産生(shēng)污染[44]。例如納米 氧化物(wù)塗料,在溫度達到 873 K 時仍能保持高而穩定的吸收率,通常納米氧化物(wù)塗料對 CO2 激光吸收 率達 93.57%。 模具表面的顯微硬度、耐磨性與材料的顯微結構、晶粒大(dà)小(xiǎo)、表面狀态等因素有關,而這些因素直接受到工(gōng)藝參數的影響,吸收激光能量的程度最 終決定淬火(huǒ)後的組織性能。主要工(gōng)藝參數有:激光輸出功率(P)、掃描速度(v)和作用在材料表面 上的光斑尺寸(D)。三個參數對激光淬火(huǒ)後的硬 化層深度(H)的影響關系式爲: H∝P/(D×v) (1) 由式(1)可知(zhī),激光相變硬化層的深度與激 光輸出功率成正比,與掃描速度和作用在材料表面 上的光斑尺寸成反比。而且材料對激光的吸收率随 着溫度的升高而增加,關系式爲 TT=T20 ℃[1+ U(T20)],其中(zhōng) TT 爲材料對激光的吸收率,T20 ℃ 爲室溫條件下(xià)材料的吸收率,U 爲常數,T 爲材料 的溫度。爲了使激光淬火(huǒ)效果達到最佳,必須考慮 P、v、D 等因素影響,爲了簡化試驗量,可以通過 正交試驗法分(fēn)析各參數之間的相關性。江蘇廣播電(diàn) 視大(dà)學吳健[46]對 4Cr13 不鏽鋼進行了正交試驗,結果見表 1。
表 1 激光淬火(huǒ)正交試驗的因素水平
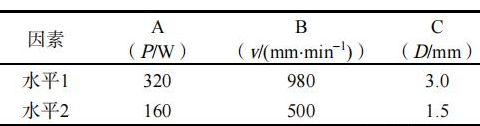
由表 1 可知(zhī),激光淬火(huǒ)工(gōng)藝參數中(zhōng)的影響效果 依次爲 P→D→v→PD→Pv。激光輸出功率對硬化 效果的影響是矛盾的,當其超過一(yī)定範圍時,金屬 表面由于溫度超過了熔化溫度會形成熔池,影響金屬表面的幾何形狀,反之激光強化效果将會減弱。同樣掃描速度也不能過快,雖然随着 v 的增加,激 光淬火(huǒ)硬化效果增加,但是當 v 超過臨界值後,由 于加熱時間過短,激光淬火(huǒ)隻能起到退火(huǒ)軟化作用。
4 激光淬火(huǒ)在模具表面處理中(zhōng)的應用
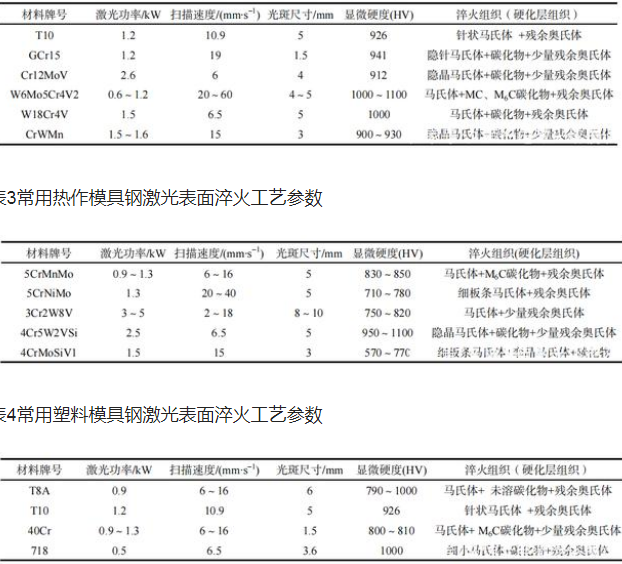
采用激光淬火(huǒ)技術對模具處理時,通常根據模具的形狀特點和使用要求在指定區域内進行淬火(huǒ)。激光淬火(huǒ)後,模具表面的耐磨性較常規淬火(huǒ)、回火(huǒ)處理有顯著提高,從而延長了模具的有效使用時間。例如福建農林大(dà)學徐洪煙等研究了經激光淬火(huǒ)後模具材料的性能變化,結果表明,模具表面組織的改變使其耐磨性增強,淬火(huǒ)後的殘餘應力也使 模具材料的抗疲勞性顯著提高。樊湘芳等對 GCr15 鋼沖模的母模進行了激光表面淬火(huǒ),試驗後,其表面硬度獲得提高,增強了母模型腔的抗沖擊能力,使模具壽命提高了 20%以上。常見的模具有冷作模、熱作模及塑料模,對于不同材料的模具, 經激光淬火(huǒ)後,組織性能有所不同。用于加工(gōng)的冷作模具材料都屬于高碳鋼,提高耐磨性和硬度是表面淬火(huǒ)的主要目的。經激光淬火(huǒ)後的組織和性能見表 2。用于加工(gōng)的熱作模具材料都屬于中(zhōng)碳鋼,表面淬火(huǒ)的目的有提高高溫耐磨性、耐熱疲勞性、抗氧化性,但是并不要求很高的表面硬度。經激光淬火(huǒ)後的組織和性能見表3。 用于加工(gōng)的塑料模具材料範圍較廣,從結構鋼到工(gōng)具鋼,從碳素鋼到合金鋼。塑料模具對其表面的粗糙度要求很嚴格,但不要求很高的表面硬度, 因此激光表面淬火(huǒ)處理多用于一(yī)些囊塊,其目的是提高囊塊的硬度。經激光加熱表面淬火(huǒ)後的組織和性能見表4。
表2常用冷作模具鋼激光表面淬火(huǒ)工(gōng)藝參數
由表 2—4 可以看出,經激光淬火(huǒ)後,模具的顯微硬度均較高,激光淬火(huǒ)對模具表面的幾何形狀 影響很小(xiǎo),可以将其作爲最後一(yī)道加工(gōng)工(gōng)藝。由于影響激光淬火(huǒ)過程的影響因素較多,導緻大(dà)部分(fēn)科研結論不能直接用于工(gōng)業生(shēng)産加工(gōng),一(yī)般作爲參考使用。對模具而言,激光淬火(huǒ)工(gōng)藝參數的選擇受到模具預定壽命、模具材料及模具廠房環境等因素左右,因此在利用激光淬火(huǒ)工(gōng)藝時,需多次進行實際 的實驗并優化可變參數,以達到最合理的效果。
5 總結及展望
激光淬火(huǒ)技術從開(kāi)始應用到現在,主要優缺點有:
1)自身“自淬火(huǒ)”,不需要冷卻介質,對環境無污染;
2)處理後模具表面顯微硬度、耐磨性等性能獲得很大(dà)的改善;
3)加熱速度快,材料受熱影響小(xiǎo),表面粗糙度好;
4)影響因素較多,設備費(fèi)高;
5)溫度測試裝置的精确度不高,使激光淬火(huǒ)對模具表面硬化處理時的質量不易控制。
随着科技不斷發展,計算機模拟和熱處理的數 學建模取得了很大(dà)的進步,這有利于激光淬火(huǒ)技術在材料表面處理過程中(zhōng)實現計算機自動化,再者激光功率檢測自動化的發展也給激光淬火(huǒ)技術進一(yī) 步應用提供了方便。繼續優化激光淬火(huǒ)技術的工(gōng)藝、改進激光的激發器和導光系統的微調裝置仍是未來要做的工(gōng)作,激光淬火(huǒ)技術和其他表面處理技術結合也是一(yī)個發展方向。總之,随着對激光淬火(huǒ)技術的理論和實踐進行更加深入的研究,這門技術将會被人們熟練掌握,應用也會更加廣泛。