
目前,航空發動機高溫固體(tǐ)潤滑耐磨塗層較多采用熱噴塗技術制備 [1] [2] [3] [4] [5] 。與其它制備方法相比,熱噴塗技術具有以下(xià)優點 [6] [7] :可噴塗的材料範圍廣,包括各種金屬及合金、陶瓷及金屬陶瓷、塑料、非金屬礦物(wù)等幾乎所有固态工(gōng)程材料;能夠在多種金屬粘結相上形成塗層,包括金屬基體(tǐ)、陶瓷基體(tǐ)、塑料基體(tǐ)、石膏、木材甚至紙(zhǐ)闆上都能噴塗;不受被噴塗工(gōng)件尺寸和施工(gōng)場所的限制;塗層沉積效率較高,塗層厚度容易控制;施工(gōng)藝靈活,方便,迅速,适應性強;熱噴塗施工(gōng)對基體(tǐ)的熱影響小(xiǎo);成本低,經濟效益顯著。因此,在各工(gōng)業領域,熱噴塗已發展成爲一(yī)種不可缺少的熱加工(gōng)技術。等離(lí)子噴塗NiCr/Cr
本文采用包覆技術制備了NiCr/Cr
2.1. 材料制備
按一(yī)定比例在分(fēn)别在Cr
本實驗采用鎳基高溫合金作爲基體(tǐ)材料,噴塗之前需要對基體(tǐ)進行預處理。首先,把基體(tǐ)放(fàng)在洗衣粉水中(zhōng)超聲10 min,以除去(qù)基體(tǐ)表面的油漬和其它髒東西。清洗并幹燥後,采用GS-943型吸入式幹噴砂機對基體(tǐ)的噴塗表面進行噴砂預處理,以提高塗層與基體(tǐ)的結合強度。
采用APS-2000K型等離(lí)子噴塗設備制備塗層。爲了提高塗層與基體(tǐ)的結合強度,噴塗之前先在基體(tǐ)上噴塗NiCrAl粘結層,其厚度一(yī)般爲0.1~0.15 mm。經優化的塗層噴塗參數如表1所示。
2.2. 材料表征
粉體(tǐ)和塗層的組織結構采用FEI Quanta 200 FEG電(diàn)子掃描顯微鏡進行觀察;塗層的物(wù)相表征在Philips X’ PERT X射線衍射儀上測試。采用德國Linseis Messgeraete GmbH.L75/1550高溫熱膨脹儀測試塗層熱膨脹系數。測試前将塗層線切割爲
塗層抗熱震性能測試:采用SX-5-12型馬弗爐對粉體(tǐ)進行抗熱震性試驗。将試樣分(fēn)别置于700℃、800℃和850℃的電(diàn)阻爐内保溫5 min,然後取出迅速投入室溫下(xià)的水中(zhōng),觀察塗層出現裂紋及脫落的次數,一(yī)般要求經過7次抗熱震實驗,塗層仍不開(kāi)裂、不剝落爲合格。
3.1. 粉體(tǐ)和塗層的顯微結構分(fēn)析
圖1是等離(lí)子噴塗NiCr/Cr
圖2是等離(lí)子噴塗NiCr/Cr
3.2. 塗層的物(wù)相結構分(fēn)析
圖3是等離(lí)子噴塗NiCr/Cr
|
Voltage (V) |
Current (A) |
Powder feed rate(g/min) |
Spray distance (mm) |
Ar |
H2 |
|||
|
Flow rate(L/min) |
Pressure (MPa) |
Flow rate(L/min) |
Pressure (MPa) |
|||||
|
65 |
500 |
30 |
120 |
40 |
0.6 |
2.5 |
0.6 |
|
Table 1. Parameters of the APS thermal sprayed coatings
表1. 等離(lí)子噴塗塗層熱噴塗參數
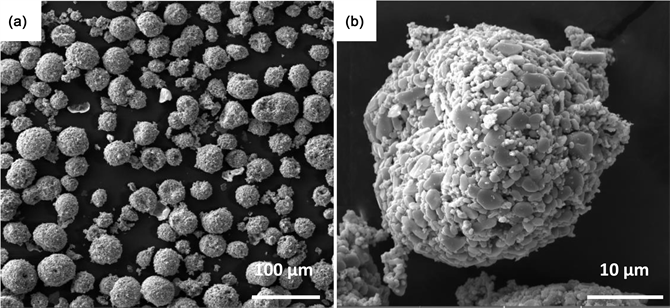
Figure 1. SEM morphologies of the APS sprayed NiCr/Cr
圖1. 等離(lí)子噴塗NiCr/Cr
3.3. 塗層的抗熱震性能分(fēn)析
表2是等離(lí)子噴塗NiCr/Cr
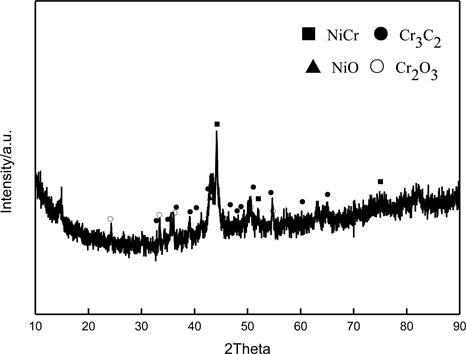
Figure 3. XRD pattern of the APS sprayed NiCr/Cr
圖3. 等離(lí)子噴塗NiCr/Cr
|
Times of thermal shock tests |
|||
|
|
|
|
|
|
NiCr/Cr |
≥10 |
≥10 |
≥10 |
Table 2. Thermal shock tests of the APS sprayed NiCr/Cr 3C 2 composite coating
表2. 等離(lí)子噴塗NiCr/Cr
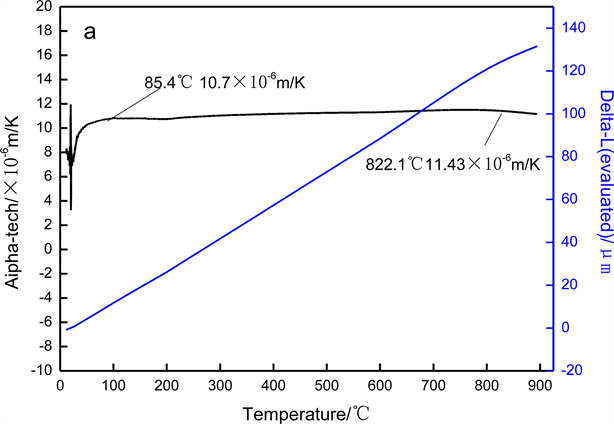
Figure 4. Coefficients of thermal expansion of the APS sprayed NiCr/Cr
圖4. 等離(lí)子噴塗NiCr/Cr
爲了進一(yī)步研究塗層和結合層以及結合層和基體(tǐ)之間的熱膨脹系數的匹配性,測試了等離(lí)子噴塗NiCr/Cr
1) 等離(lí)子噴塗NiCr/Cr
2) 熱噴塗以後,塗層的主晶相爲NiCr和Cr
3) 塗層在700℃、800℃和850℃時抗熱震性能良好,均滿足使用要求。
